Regolazione della pressione del rullo di avanzamento
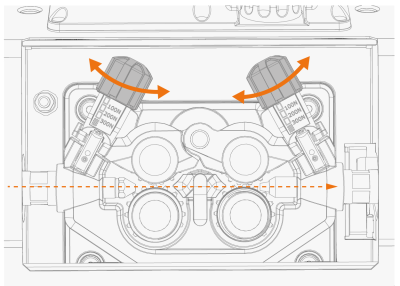
Regolare la pressione del rullo di alimentazione con i rulli di regolazione installati sui bracci di pressione. Il carico applicato deve essere sufficiente a vincere una leggera forza frenante applicata manualmente al filo di apporto all’uscita della punta di contatto della torcia di saldatura.

|
Per i fili di apporto di diametro inferiore o più morbidi è richiesta una pressione di avanzamento minore. Per ulteriori indicazioni, vedere la tabella alla fine di questo capitolo. |
| 1. | Se non sono già in posizione, installare i rulli come descritto in Installazione del trainafilo secondario. |
| 2. | Regolare la pressione dei rulli di alimentazione con i rulli di regolazione della pressione. La pressione è identica per entrambe le coppie di rulli trainafilo. |
>> Una scala graduata situata accanto al rullo di regolazione indica il carico di pressione in newton (N).
>> Per calcolare la pressione corretta, vedere la tabella alla fine di questa sezione.

|
Una pressione eccessiva appiattisce il filo e potrebbe danneggiare i fili animati o rivestiti. L’eccessiva pressione, inoltre, causa l’usura indebita dei rulli trainafilo e un aumento del carico sul riduttore. |
|
|
Si sconsiglia l'utilizzo di rulli zigrinati nel trainafilo principale quando è in uso il subtraino SuperSnake GTX04HD. |
|
|
Se nelle impostazioni dell'X5 FastMig si seleziona il subtraino SuperSnake GTX04HD, quando sul trainafilo si preme il pulsante di avanzamento intermittente del filo, la funzione attiverà l’avanzamento automatico del filo nel sistema. |
| Filo di apporto | Profilo del rullo trainafilo | Diametro del filo di apporto (mm) | Regolazione (x100N) |
|---|---|---|---|
| Fe/Ss pieno | Scanalatura a V |
0.8-1.0 | 1.5−2.0 |
| ≥ 1.2 | 2.0−2.5 | ||
| Fili con nucleo metallico e animato (MC, FC) | Scanalatura a V, zigrinato |
≥ 1.2 | 1.0−2.0 |
| Auto protetto (senza gas) | Scanalatura a V, zigrinato |
≥ 1.6 | 2.0−3.0 |
| Al | Scanalatura a U |
1.0 | 0.5−1.0 |
| 1.2 | 1.0−1.5 | ||
| 1.4 | 1.5−2.0 | ||
| ≥ 1.6 | 2.0−2.5 |